The first TMS cone (desginated T1) has been instrumented with twelve strain
gages over a sector of the cone. Using the top flange of the cone for reference,
the gage pattern is centered at about 62° from the weld seam. The center of the
pattern is denoted the 0° location, and there are hoop and axial gages at -20°, -10°,
0°, 10°, 20° located at a depth of 25 inches into the cone along the cone wall.
Additionally, a gage pair is located at about 18 inches into the cone along the zero
degree location.It is not easy to determine where the cone may fail due to buckling, but since some
stiffening effect may be expected at the weld seam, the sector of the cone near the
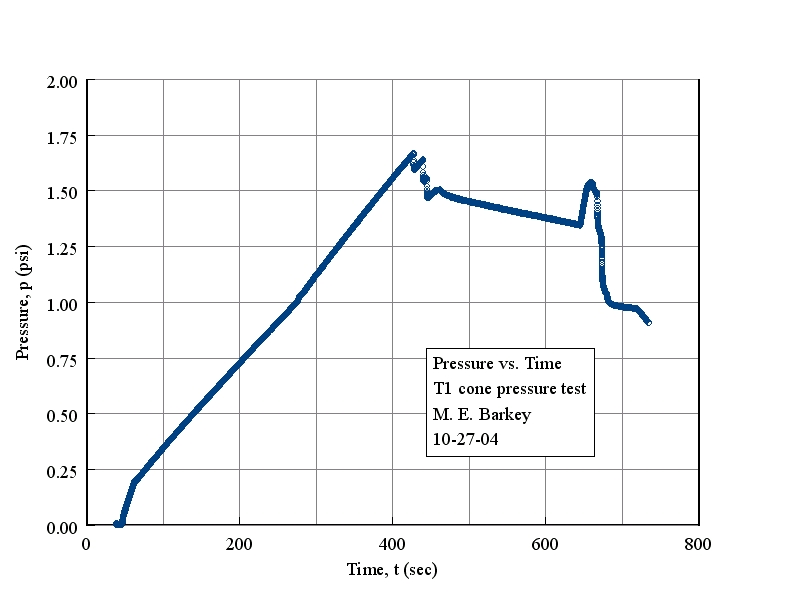
weld may buckle instead. The testing was done October 2004.
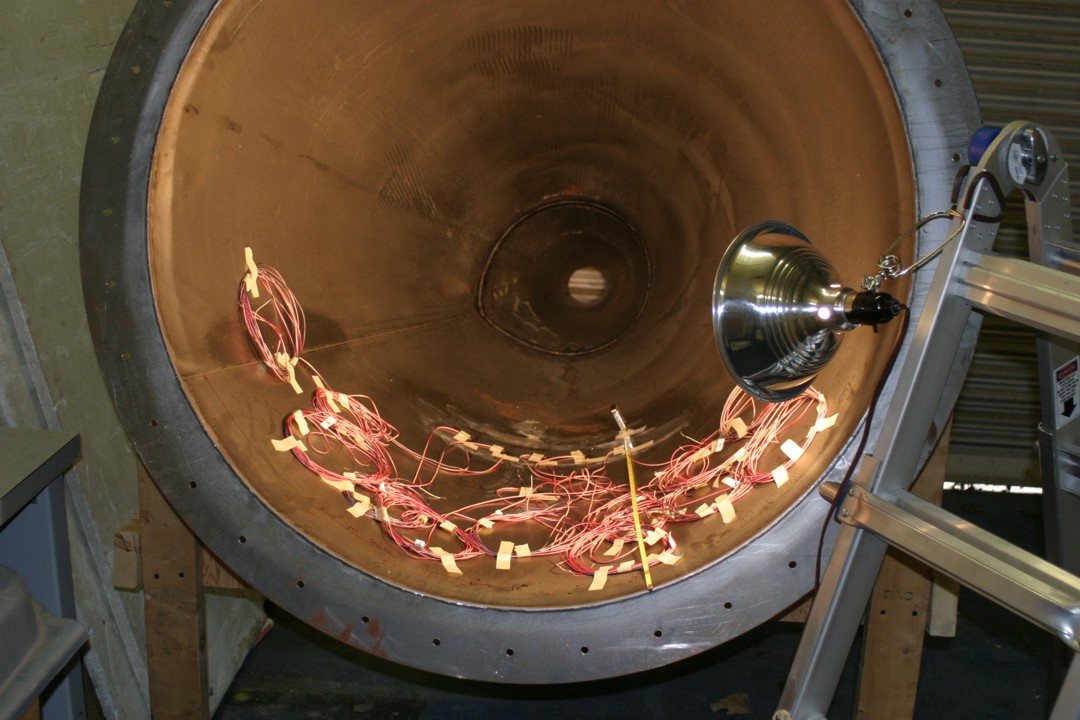
T1 cone instrumented with strain gages.