Dr. M. E. Barkey
Structural Durability and Fatigue
Performance Group
at The University of Alabama
Pressure Testing of Recyclable Transmission
Lines (RTL's)
Sponsor: Sandia National
Laboratories
Technical Manager: Matthew
Turgeon
Risk & Reliability Analysis
Contents Barkey-Home
page Contact M. E. Barkey
RTL page last updated 26 May 2005
What is an RTL? and How is the pressure test
conducted? from Task I, fall 2004 Test Videos
Pressure Test Results of the Toledo Metal
Spinning Cones from Task I, fall 2004
Using a Laser Line Scanner for
3-D Mode Shape Determination from Task I, fall 2004
What's Next?
Pressure Test Results of the
Toledo Metal Spinning Cones, PoP sized from Task II, fall 2005
Pressure Test Results of the Toledo
Metal Spinning Cones from Task III, fall 2005
RTL stands for Recyclable Transmission Line. It is
a component that has been proposed for use
in Sandia National Laboratories nuclear fusion power plant, based
on a "Z-pinch" reactor design.
For more information on the Z-pinch reactor, see http://www.prod.sandia.gov/zmachine/
and also the December 2004 Z-Pinch IFE
Status Report.
The RTL is a steel shell structure that is about seven feet tall.
The open end is about 40 inches
in diameter, and the closed end is about 4 inches in diameter.
The thickness is around 25 thousandths
of an inch--roughly five times the thickness of a soda can.
Scroll down for more information on the project,
numerical
modelling, test equipment,
proof of concept results, and acknowledgements.

Pressure Testing of Recyclable Transmission Line (RTL) for a Z-Pinch
Fusion Reactor,
Matt Turgeon, Sandia National Laboratories and M. E. Barkey, The
University of Alabama.
The cost effectiveness of the Sandia National Laboratories
concept of a pulsed nuclear fusion
power generating plant hinges, in part, on "transmission lines"
that provide a standoff for the
target material involved in the nuclear fusion reaction. As
a consequence of the pulsed fusion
reaction, the transmission lines are consumed at a rate of one pair
every 10 seconds. The
current concept of the transmission lines is an approximately 7
foot tall steel conical shell that
will be recycled, providing an impetus for the shell to be as thin
as possible.
The operating conditions of the RTL are such that a differential
pressure is applied to the
surface of the conical shell, promoting a buckling failure mode
of the structure that would
interfere with the fusion process. The purpose of the pressure
test is to validate computer
predictions of the buckling pressure and to determine what effect
initial structural defects
have on the critical buckling pressure.
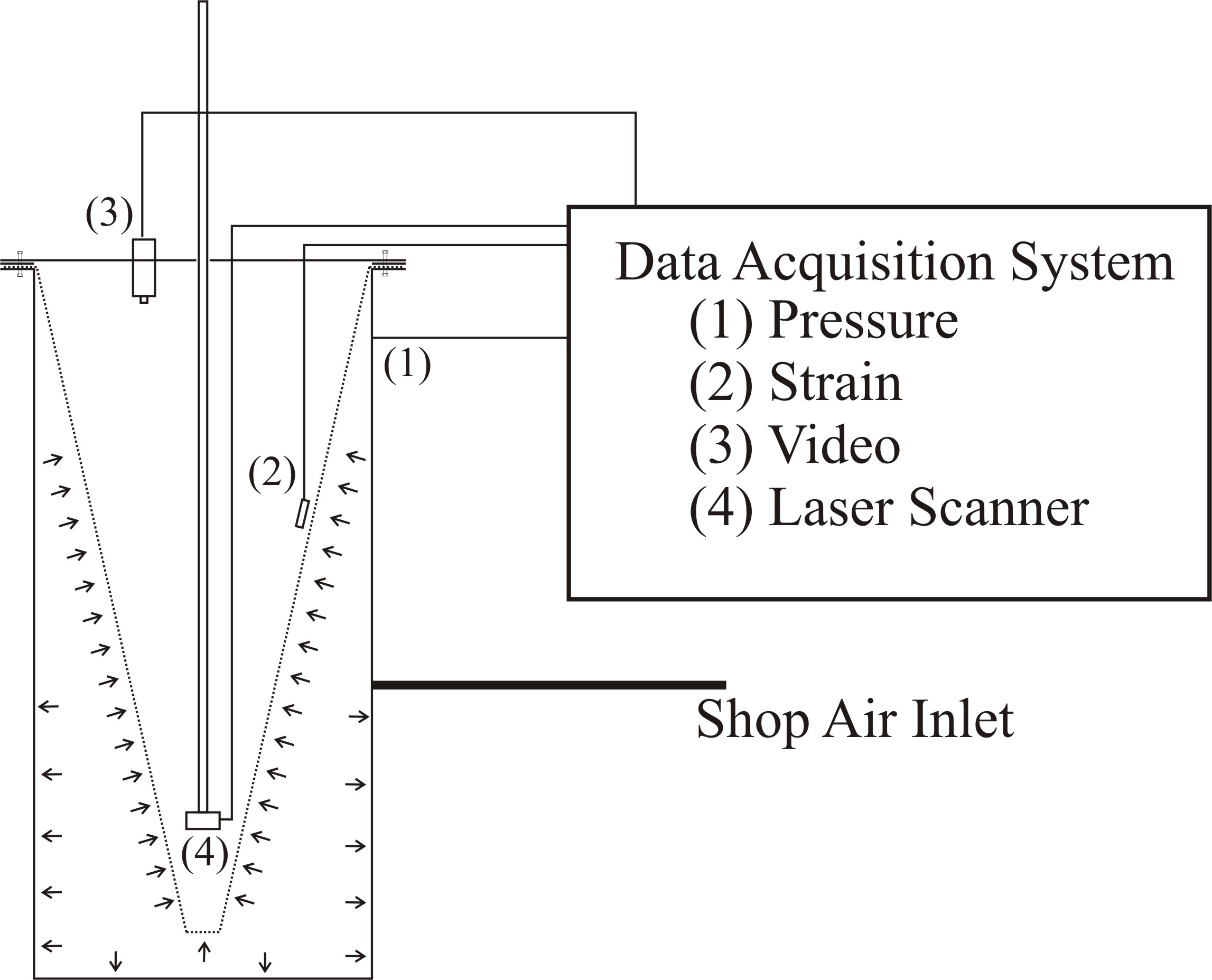
Data will be collected from strain gages, pressure transducers,
video feeds, and laser line
scanners for mode shape measurement.
Questions about this project can be directed to Dr. M. E. Barkey
(mbarkey@coe.eng.ua.edu),
Aerospace Engineering and Mechanics Department, The University of
Alabama.
Numerical analysis using ABAQUS has indicated that a "perfect"
cone will buckle at about
1.5 psi of pressure on the exterior of the cone, for the SNL cone.
The Toledo Metal Spinning
cones are thicker, and are expected to buckle around 2.35 psi (from
ABAQUS) and about
1.9 psi from closed form solutions of Singer.
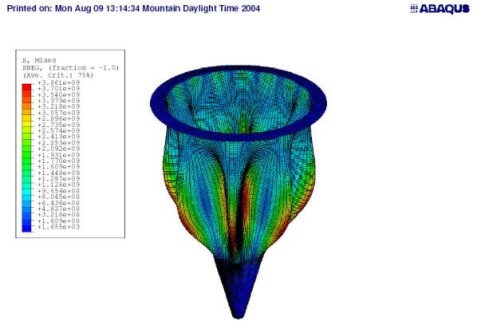
Mode Shape of Buckled RTL. Courtesy of Matt Turgeon, Sandia
National Laboratories.
SNL Cone
Test Results
The intitial testing was conducted on the RTL cone structure
produced by SNL, pictured below with Ellen
Amrock, a UA Computer Based Honors student. This test was
used to verify the experimental setup, and
so only video was recorded and only the pressure was monitored.

Computer Based Honors student Ellen Amrock with the
Sandia produced RTL.
The cone was placed inside of a tube with one closed end.
The flange area of the RTL was
sealed and bolted, so that pressure could be applied to the "outside"
of the cone, while the
inside of the cone was open to atmospheric pressure. The pressure
differential applied would
be the same as if there was a vacuum at different levels on each
side of the cone. The test
equipment is described in this video: Video:
Test Equipment.
The buckling of the cone started at about 0.40 psi, with
large, sudden deflections at about
0.64 psi. The lower than expected buckling pressure would
likely have been due to the presence
of initial defects in the structure, such as the dent visible in
the picture above.
Two cameras were used during the test. One camera was mounted
to the top of the test
equipment, looking down into the cone. The other camera was
fixed on a view of the pressure
gage. Both cameras recorded the events during test.
Here is the video recorded from the top mounted camera. The
small circle you will see is the
bottom (small end) of the cone. If you listen
closely, you can hear me call out the pressure
gage readings. The video has been edited to take out some
pauses in testing.
Video: Inside View of Cone.
This video is a view of the pressure gage during the test.
It has also been edited to take
out some of pauses during the test. Video:
Pressure Gage.
Finally, this video is a view of the buckled RTL.
We went to a pressure beyond initial
buckling so that we could verify the performance of the equipment
at higher pressures.
A maximum of about 0.75 psi was applied. Video:
RTL after test.
Below are some photos of the Sandia RTL cone after the test.
Note that one buckling
location was at the location of the dent in the cone (see picture
above),
which is to the
right of the weld seam about half-way up the length of the cone,
as seen in the picture
immediately below.




The next step:
Phase I testing is essentially complete--we hope to continue
Phase II with analysis and scale testing.
Thanks to:
Matt Turgeon (SNL)
Tim Connell (AEM Technician)
Joe and Ken (COE Machine Shop)
Ellen Amrock (UA Computer Based Honors Student)
Ellen helped developed
the data acquisition software using Labview.
Guoqing Wang (PhD-ESM student)
Guoqing also helped develop
the data acqusition software, and
has helped move the cones
around the lab.
Steven Zhang
Steven has also helped
move the cones around the lab.